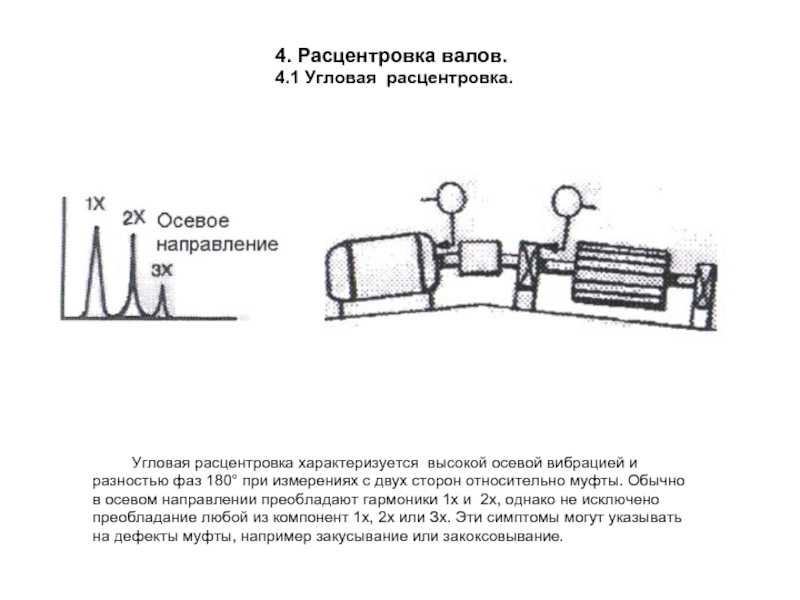
Автоколебания ротора в подшипниках скольжения
Автоколебания ротора в подшипниках возникают в узлах вращения с большими флуктуациями сил трения, сравнимыми со статической нагрузкой на подшипник, и при увеличенных зазорах в подшипнике. Как правило, такая ситуация складывается в роторах с высокими скоростями вращения и мало нагруженными подшипниками скольжения, особенно при появлении дополнительных пульсирующих моментов, в том числе и периодических. Автоколебания роторов на докритических частотах вращения в подшипниках с масляными ваннами чаще всего происходят на частоте в одну вторую от частоты вращения ротора, автоколебания роторов на закритических частотах вращения (с неразрывным масляным слоем) – на частоте чуть меньше половины оборотной частоты и/или на частоте резонанса ротора в подшипниках. Исключение составляют насосные агрегаты, где в формировании автоколебаний участвуют и гидродинамические силы в потоке перекачиваемой жидкости, поэтому частота автоколебаний может быть существенно ниже.
В основную совокупность причин автоколебаний (при отсутствии ошибок в конструктивном исполнении агрегата) следует внести:
- перераспределение статической нагрузки на опоры вращения агрегата из-за расцентровки опор вращения,
- динамические перемещения оси вращения вала с принудительным изменением толщины смазочного слоя (или точки формирования масляного клина) из-за динамической расцентровки валов, неуравновешенности ротора, и других сил,
- повышенная турбулентность потока смазки из-за изменений ее вязкости, загрязнения смазки, неровностей поверхностей трения в зоне нагружения, и других причин,
Соответственно, начинать работы по устранению автоколебаний роторов в эксплуатируемых агрегатах рекомендуется с устранения статической и динамической расцентровок валов, в том числе с ремонтом или заменой соединительных муфт и последующей балансировкой ротора на месте. Если центровкой и последующей балансировкой автоколебания не убрать, можно рекомендовать контроль параметров смазки и каналов ее подачи в подшипники с наиболее характерными признаками автоколебаний. Если и эти работы не дают результата, рекомендуется проводить регламентные работы по восстановлению величины и равномерности зазора в соответствующем подшипнике, в зоне его нагружения, в том числе с заменой вкладышей.
Статья 11
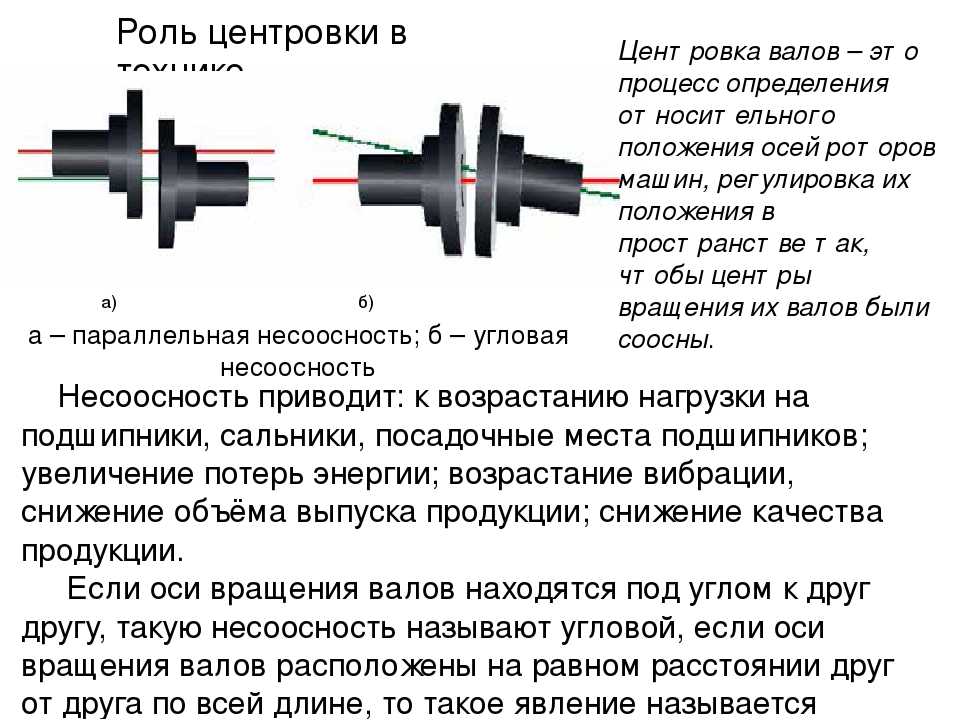
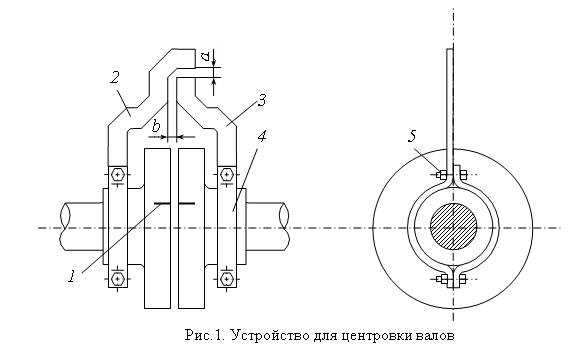
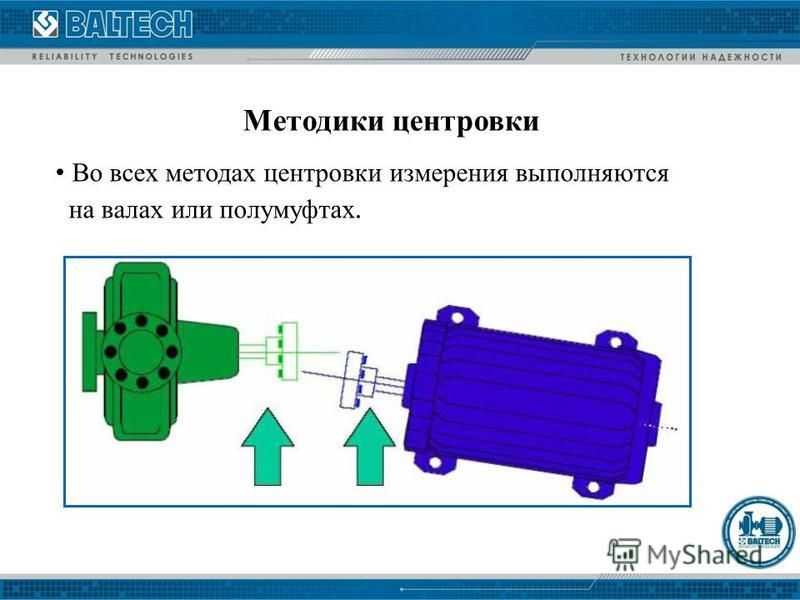
Центровка агрегатов и машин – это комплекс технических мероприятий,
![]()
Несмотря на то, что валы всех электрических машин и агрегатов проходят заводскую центровку, последняя может быть нарушена на этапе транспортировки, поэтому обязательно проводят центровку агрегатов и центровку машин перед вводом нового оборудования в эксплуатацию. Также процедура центровки оборудования обязательна после проведения ремонтных работ, связанных с ремонтом валов и подшипниковых узлов.
Центровку оборудования (машин, агрегатов) проводят в три этапа:
Этап №1 – Подготовка оборудования к центровке.![]()
На данном этапе устраняются все недостатки оборудования, способные повлиять на качество дальнейших центровочных работ. В частности, подлежат контролю и устранению:
- влияние трубной обвязки – путем ослабления опор стационарной машины;
- биения, люфты и другие недостатки соединительных муфт;
- недостатки состояния станины, фундамента, корпуса, лап и болтов;
- «мягкая лапа» (угловая или параллельная опора относительно фундамента);
- биения валов сопрягаемых машин;
- недочеты в геометрии и выверке (плоскостность, параллельность, перпендикулярность).
Также на этом этапе проводят учет влияния тепловых расширений и проверку состояния калиброванных пластин серии BALTECH-23458N.
Этап №2 – Грубая центровка оборудования
На данном этапе добиваются соосности валов в некотором диапазоне совпадений, достаточном для дальнейшей точной центровки. Величина данного диапазона совпадений не регламентируется какими-либо правилами, но определяется как свойствами машины или агрегата, так и опытом специалиста-центровщика. Как показывает практика, для большинства известного оборудования на данном этапе достаточно достижения не более 1,5 мм смещения в центре муфтового соединения и 1 мм/100 мм углового излома в вертикальной и горизонтальной плоскости.
Также не существует определенных правил по выбору инструментария и метода грубой центровки, но специалисты Отдела Технического Сервиса (ОТС) компании «БАЛТЕХ», основываясь на многолетнем собственном опыте работы, рекомендуют использовать в данном случае индикаторные системы «БАЛТЕХ» – «КВАНТ-СМ», «КВАНТ-B-II» или их аналоги.
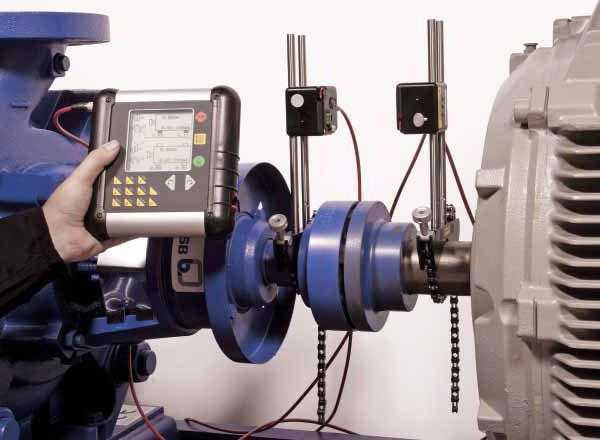
Этап №3 – Точная центровка оборудования![]()
Это заключительный этап центровки агрегатов или машин, при котором используются самые высокоточные системы центровки. Специалисты Отдела Технического сервиса компании «БАЛТЕХ» проводят данную ответственную процедуру с помощью современных лазерных систем «КВАНТ-ЛМ» или BALTECH SA-4600. Данные системы обеспечивают одинаковую точность центровки машин (до 0,001 мм), но при возможности выбора, следует остановиться на системе BALTECH SA-4600, которая предоставляет специалисту-центровщику большие удобства проведения измерений (отсутствие проводов, сенсорный экран, активные иконки и т.д.), к тому же обладает большим функционалом (функции вибродиагностики и выверки шкивов). По результатам центровки машины или агрегата составляется отчет, который хранится в памяти системы и может быть импортирован на ПК.





Подробно рассмотрев этапы процедуры центровки оборудования, необходимо отдельно остановиться на вопросе допусков центровки и ответить на вопрос: – Каковы пределы допустимой несоосности валов вашего оборудования? Здесь, в первую очередь, следует руководствоваться рекомендациями техпаспорта производителя оборудования. Если они отсутствуют, то можно взять за основу таблицу допусков компании Балтех, основанную на большом статистическом материале.
Требования к соединительным муфтам
Компенсирующий эффект соединительной муфты зависит от ее фактического состояния. Поэтому перед центровкой необходимо убедиться, что муфта соответствует ТУ, по радиальному и осевому биению относительно оси вращения (норма обычно не более 0,05 … 0,08 мм), а также имеет плотную посадку на валу (задается сборочным чертежом). Кроме того, необходимо помнить, что собирать полумуфты можно только в единственном взаимном положении (в котором производилась расточка). Желательно до разборки муфты нанести на полумуфты метки, определяющие их взаимное положение. Любой из этих дефектов соединительной муфты может отрицательно сказаться на точности центровки, а при работе агрегата привести к ее нарушению.
Балансировка карданного вала
Центровка карданного вала производится для устранения вибраций, возникающих при работающем двигателе. Причинами дисбаланса могут быть:
- нарушение требований в технологии изготовления вала или после его ремонта;
- неправильная сборка;
- нарушена центровка деталей вала и сопрягаемых частей трансмиссии;
- погрешности термической обработки изделия;
- механические повреждения.
Сначала выявляется дисбаланс, а затем производится его устранение путем установки противовеса. Работа производится на специальном оборудовании станции техобслуживания. Для этого используют балансировочные станки.
Реальные условия работы карданного вала имитируются за счет его вращения электродвигателем через передачу (обычно ременную).
![]()
Отклонения определяются датчиками, перемещающимися по длине вала. Специальная программа обрабатывает результаты измерения, после чего определяется место установки и величина балансировочного груза. Специалист по техобслуживанию добавляет груз, высверливает металл или устанавливает прокладки для обеспечения соосности.
Монтаж фрикцонных муфт на тихоходный вал выходного редуктора
Часто установка изделия проводится на редуктор для его соединения с электрическим двигателем. Это можно связать с тем, что редуктор может заклинивать, это приводит к перегреву двигателя. Фрикционная муфта исключает вероятность возникновения подобной проблемы. Среди особенностей монтажа отметим:
- Нельзя прикладывать ударную нагрузку, так как она может повредить само изделие.
- Для упрощения захода обоймы может применяться смазка.
- Нарушение правил монтажа может стать причиной повреждения основной части.
Самостоятельный монтаж должен проводиться исключительно с учетом рекомендаций, так как даже несущественный дефект становится причиной уменьшения эксплуатационного срока.
В продаже встречается просто огромное количество различных деталей, за счет чего не возникает существенных проблем при выборе. Основными критериями можно назвать тип применяемого материала при изготовлении, а также диаметральный размер
При выборе уделяется внимание тому, каким образом может проходить смещение соединяемых элементов
источник
Лазерная центровка (юстировка) насосных валов в сервисном центре OOO ГК Насосэлектромаш
Тот факт, что отсутствие соосности совместной работы элементов приводит ко многим негативным последствиям, известен давно и известен всем инженерам и механикам. Все современные машины предъявляют все больше требований к их использованию. Отсутствие равномерной работы может привести к увеличению нагрузок на детали машины, на которые они не предназначены. В результате возникает повышение температуру, повышенный износ, и, в конечно итоге, выход из строя оборудования. Поэтому для защиты от сбоев необходимо выполнить центровку и его систематический контроль.
| Теплограмма до центровки: | Теплограмма после центровки: |
|---|---|
Специалисты по техническому обслуживанию распознают признаки неправильной работы устройства, на основании контроля уровня и вибрации. Также необходимо исключить и другие источники неисправностей, например, повреждение подшипников. Соответственно, необходима корректировка с высокой точностью. Сервисный Центр ГК «Насосэлектромаш» выполняет центровку профессионально и с хирургической точностью.






Центровка должна выполняться даже при получении и установке нового устройства, а также после ремонта одного из агрегатов. Следует отметить, что частые ошибки работников компании как раз основы на убеждении, что раз оборудование новые, то и система предварительно настроена правильно. Однако это не так. Центровка необходимо производить относительно уже установленного оборудования. Также не стоит забывать, что при транспортировке также происходит смещение валов из за механического внешнего воздействия.
Центровка валов выполняется:
- после монтажа нового агрегата;
- после подсоединения трубопроводов обязательная проверка и центровка;
- после выполнения ремоньтных работ;
- при увеличенном шуме и вибрации;
- при увеличении температуры подшипников узлов;
Центровка агрегата
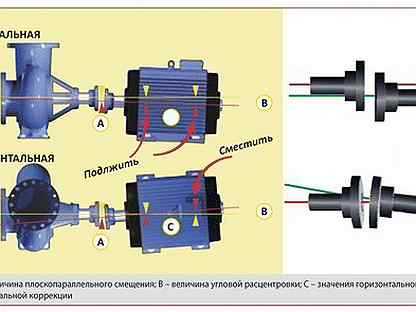
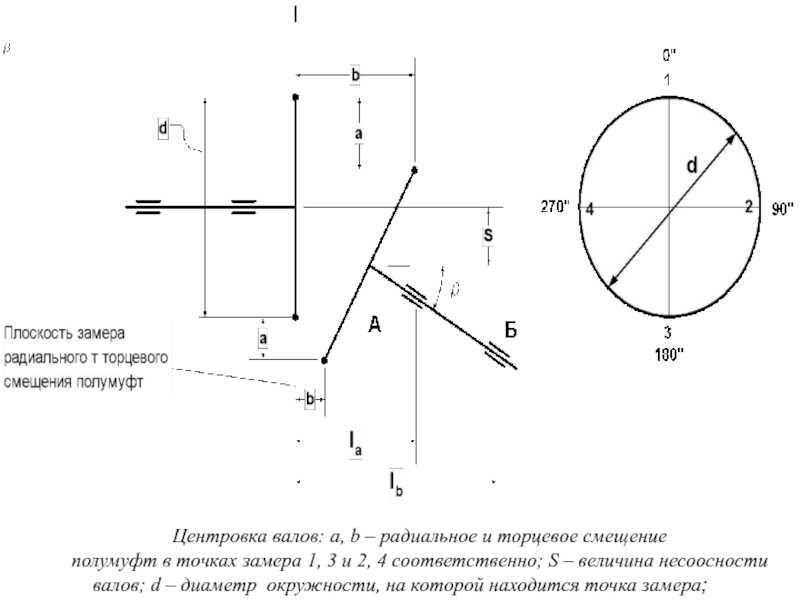
Как известно, задача центровки — установить оси валов так, чтобы они составляли одну прямую линию. Понятие «ось» само по себе идеально, а в жизни приходится иметь дело с реальными предметами (деталями машин), у которых всегда есть погрешности изготовления. Поэтому, чтобы избежать возникновения нагрузок от несоосно вращающихся валов, применяют компенсирующие соединительные муфты. Они способны передавать крутящий момент от привода рабочему органу с некоторой расцентровкой валов, компенсируя возникающие нагрузки своими упругими элементами. Допуски на центровку валов агрегатов задаются в зависимости от типа соединительной муфты и рабочей скорости вращения роторов агрегата. Измерительной базой для контроля соосности валов служат поверхности самих полумуфт.
Напомним что, нормативной документацией предъявляются требования к радиальной и торцевой расцентровке. Радиальной расцентровкой называют взаимное смещение осей, а торцевая расцентровка определяет угол перегиба общей оси валов агрегата. В общем случае присутствуют обе составляющие, расположенные в горизонтальной и вертикальной плоскостях.
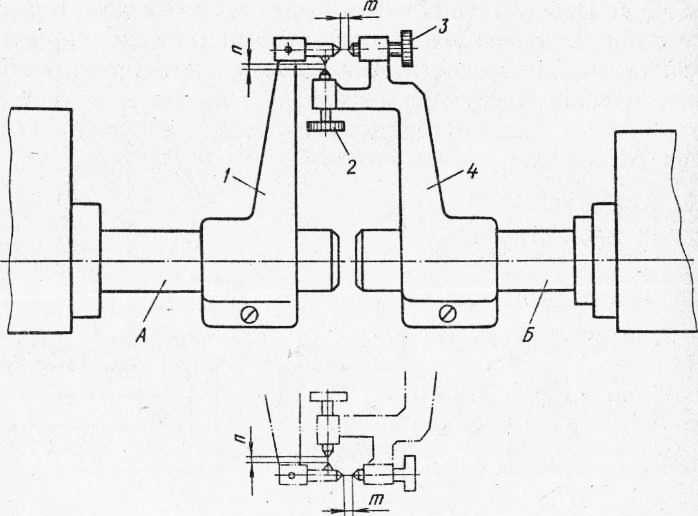
![]() В большинстве машин, работающих в теплоэнергетике, применяются муфты упругие втулочно-пальцевые (МУВП). Для машин большой мощности применяют компенсирующие зубчатые муфты (МЗ). Допустимую радиальную расцентровку R контролируют по взаимному смещению цилиндрических поверхностей полумуфт, а торцевую — T — по разнице раскрытия торцов в вертикальной и горизонтальной плоскостях. Для МЗ допускается R = 0,05 мм и T = 0,04 мм. Для МУВП, работающей с синхронной частотой 1500 об./мин, R = 0,12 мм и T = 0,12 мм, а для частоты 3000 об./мин R = 0,05 мм и T = 0,05 мм.
В большинстве машин, работающих в теплоэнергетике, применяются муфты упругие втулочно-пальцевые (МУВП). Для машин большой мощности применяют компенсирующие зубчатые муфты (МЗ). Допустимую радиальную расцентровку R контролируют по взаимному смещению цилиндрических поверхностей полумуфт, а торцевую — T — по разнице раскрытия торцов в вертикальной и горизонтальной плоскостях. Для МЗ допускается R = 0,05 мм и T = 0,04 мм. Для МУВП, работающей с синхронной частотой 1500 об./мин, R = 0,12 мм и T = 0,12 мм, а для частоты 3000 об./мин R = 0,05 мм и T = 0,05 мм.
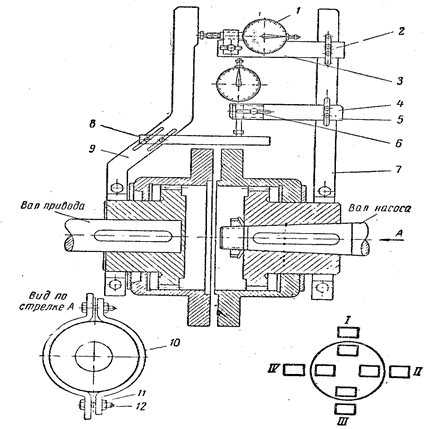
Методика центровки агрегата
Перед центровкой необходимо проверить затяжку крепежных болтов корпусов подшипников и анкерных болтов. Любое ослабление крепления агрегата к основанию, а также трещины в раме, неравномерная осадка и разрушение фундамента способны нарушить центровку агрегата во время его работы.
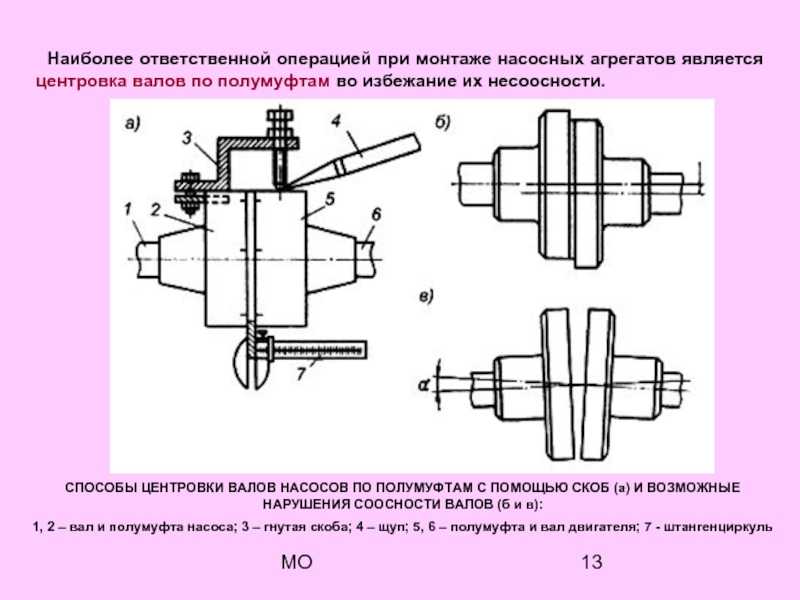
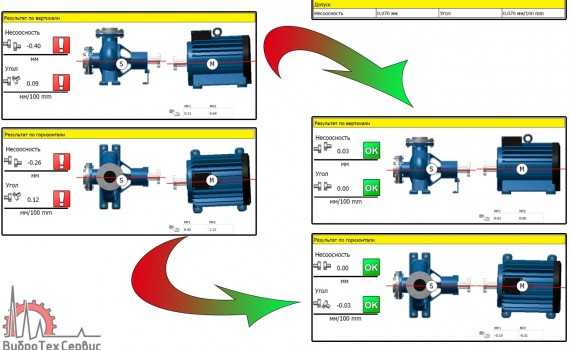
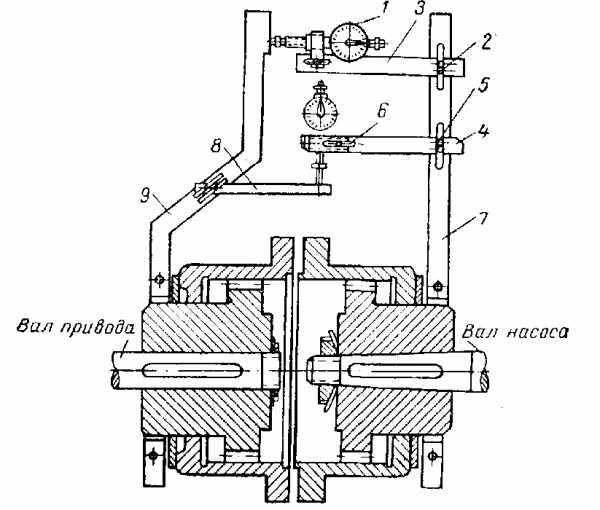
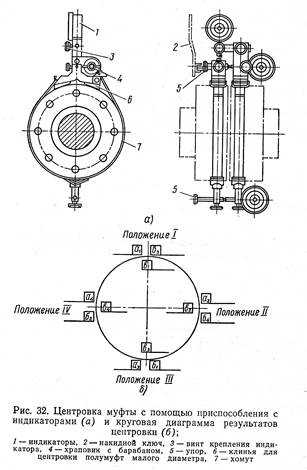
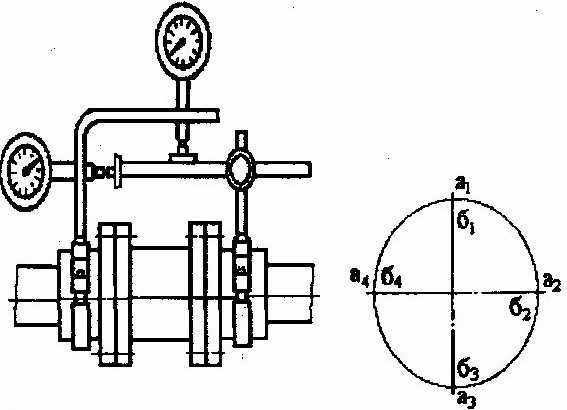
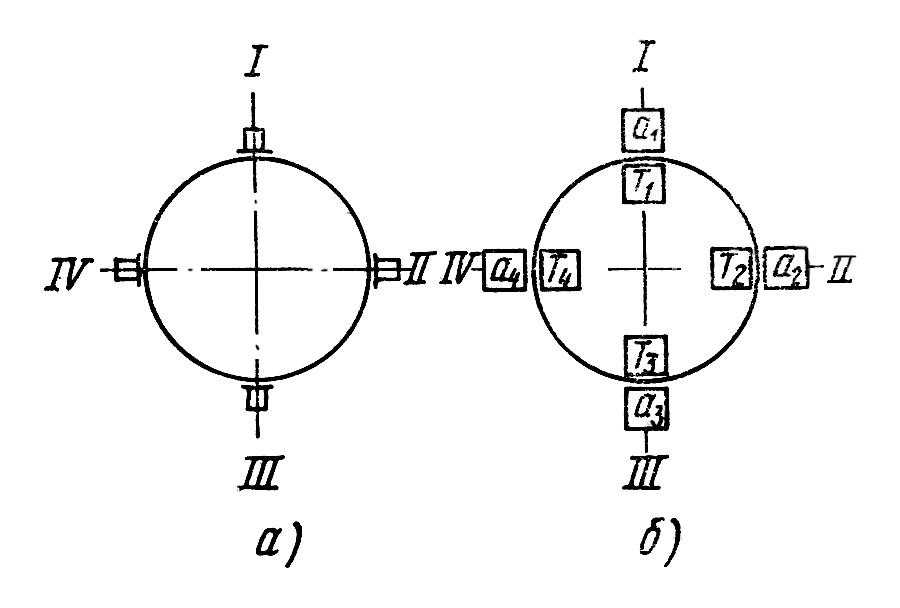
Для проверки центровки валов по полумуфтам устанавливают приспособление и производят исходные замеры R, T1 и Т2. Затем, совместно поворачивая валы по направлению рабочего вращения на 90°, 180° и 270°, повторяют измерения и записывают в круговые диаграммы (рис. 7).
![]() Совместный поворот валов необходим, чтобы избежать влияния торцевого и радиального биения полумуфт на измерение расцентровки. (Рекомендуется записывать измерения соответствующие положению наблюдателя, при котором он смотрит со стороны рабочей машины на электродвигатель.) Возвращают валы в исходное положение и проверяют первоначальные измерения. Рассчитывают средние значения и проверяют равенство сумм (Rв + Rн) = (Rп + Rл) и (Тв + Тн) = (Тп+Тл). Допустимое неравенство сумм — не более 0,05мм. Неравенство более допустимого значения свидетельствует о неточности некоторых измерений. Далее приводят показания к нулю вычитанием минимального значения R и Т из остальных. Таким образом получается наглядная картина расцентровки агрегата.
Совместный поворот валов необходим, чтобы избежать влияния торцевого и радиального биения полумуфт на измерение расцентровки. (Рекомендуется записывать измерения соответствующие положению наблюдателя, при котором он смотрит со стороны рабочей машины на электродвигатель.) Возвращают валы в исходное положение и проверяют первоначальные измерения. Рассчитывают средние значения и проверяют равенство сумм (Rв + Rн) = (Rп + Rл) и (Тв + Тн) = (Тп+Тл). Допустимое неравенство сумм — не более 0,05мм. Неравенство более допустимого значения свидетельствует о неточности некоторых измерений. Далее приводят показания к нулю вычитанием минимального значения R и Т из остальных. Таким образом получается наглядная картина расцентровки агрегата.
Фактическую расцентровку рассчитывают по формулам:
Еу = (Rв — Rн)/2 — радиальная расцентровка в вертикальной плоскости;
Ex = (Rп — Rл)/2 — радиальная расцентровка в горизонтальной плоскости;
Sу = (Tв — Tн)/2 — торцевая расцентровка в вертикальной плоскости;
Sх = (Tп — Tл)/2 — торцевая расцентровка в горизонтальной плоскости.
По полученным результатам в случае необходимости проводят корректировку положения осей валов, перемещая опоры. Для большинства машин центровку осуществляют перемещением электродвигателя. В вертикальной плоскости положение регулируют подкладками. Подкладки набирают из металлических пластин и фольги П-образной формы, причем габариты прокладок должны соответствовать опорной поверхности лапы электродвигателя. При установке двигателя на подкладки необходимо проверить плотность прилегания лап щупами. Двигатель должен стоять на опорах всеми лапами. Затяжку производят «крест на крест» равномерно. В противном случае при затяжке крепежных болтов произойдет перекос электродвигателя.
![]() В горизонтальной плоскости двигатель удобно перемещать специальными болтами, установленными на раму.
В горизонтальной плоскости двигатель удобно перемещать специальными болтами, установленными на раму.
Перемещение оси вала двигателя можно контролировать по перемещению полумуфты, используя центровочное приспособление. При этом необходимо установить центровочную скобу в положение, соответствующее измерению корректируемого параметра расцентровки со стороны большего значения. Затем переместить опоры двигателя так, чтобы измеряемый размер уменьшился на величину, соответствующую фактической расцентровке.




Центровку проводят последовательно в вертикальной и горизонтальной плоскостях.
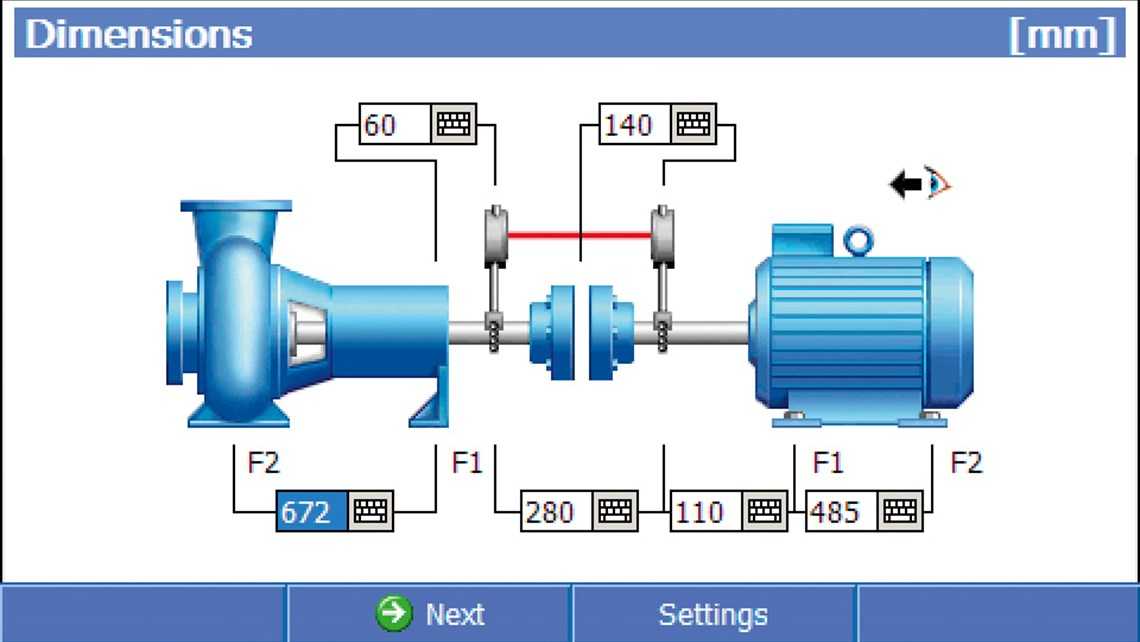
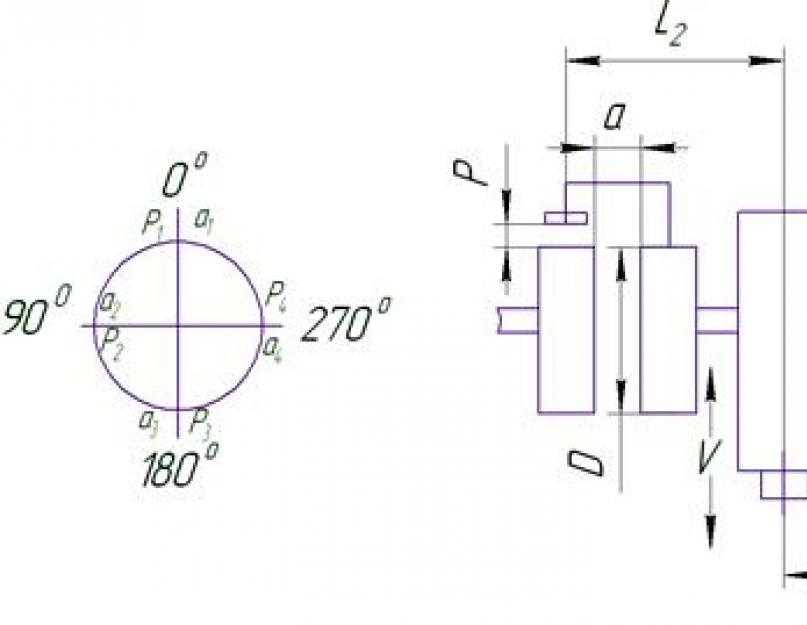
Перемещение опор можно рассчитать по схеме показанной на рис. 8.
Y1 = Ey + L2.Sу/D — перемещение подшипника №1 в вертикальной плоскости;
Y2 = Ey + L1.Sу/D — перемещение подшипника №2 в вертикальной плоскости;
XI = Eх + L2.Sх/D — перемещение подшипника №1 в горизонтальной плоскости;
Х2 = Eх + L1.Sх/D — перемещение подшипника №2 в горизонтальной плоскости,
где D — диаметр полумуфты, на которой производят измерения.
После перемещения и фиксации опор проводят контрольное измерение расцентровки, при необходимости ее корректируют. Там, где это предусмотрено, устанавливают контрольные штифты, предотвращающие перемещения опор от вибрации и случайных нагрузок.
Жесткие компенсирующие муфты двигателя насоса
Обеспечить работоспособность насосных агрегатов при условии незначительной несоосности или при наличии угла между осями мотора и насоса помогают жесткие компенсирующие муфты. Жесткими такие соединения называют лишь потому, что между рабочими частями элементов не имеется мягких пружинящих прокладок. Само по себе соединение жестким назвать нельзя, т.к. его элементы подвижны друг относительно друга.
![]()
Одна из разновидностей муфт – кулачково-дисковая. Между двумя жестко закреплёнными полумуфтами вставляется промежуточный диск. Передача крутящего момента от одного диска к другому обеспечивается наличием соединения типа «паз-гребень». При наличии небольшого осевого смещения свободно передвигающийся промежуточный диск компенсирует его.
![]()
Другая муфта привода насоса с жесткой компенсацией, предназначенная для передачи вращения между валами с угловым смещением – зубчатая. Конструкция муфты предусматривает:
- две полумуфты с наружными зубьями;
- обойма с внутренними зубьями.
Обладая возможностью изменения угла наклона оси полумуфты, по отношению к обойме, такой механизм может обеспечить передачу крутящего момента при наличии угла между валами.
Допуски на центровку
Проверенные после центровки скобами длиной 250-300мм. величины боковых и угловых зазоров при совместном повороте обоих роторов на 0, 90, 180 и 270 градусов (или 0, 120, 240 градусов) не должны отличаться более чем на 0,03 мм. При другой длине скоб допуски на угловые зазоры долдны быть изменены пропорционально длине скоб (соответственно в большую или меньшую сторону).





При центровке по полумуфтам для одних тех же положений вала боковые и угловые зазоры для муфт диаметром 400 — 500 мм. не должны отличаться более чем на 0,05 мм.
Величина допустимого биения конца вала обычно указывается изготовителем и зависит от быстроходности машин.
Окончательная установка линии валов. При монтаже средних крупных электрических машин, вертикальное и горизонтальное перемещение ротора в небольших пределах (во избежание нарушения необходимого прилегание шеек вала в обоих нижних подшипниках) производят соответствующим перемещением стоек подшипников. Следует учесть, что при установленном статоре такое перемещение стоек вместе с самим ротором требует соответствующего перемещения и самих статоров, так как в противном случае нарушатся зазоры между статором и ротором.
Правильное положение ротора достигается перемещением фундаментной плиты. После нескольких перемещений фундаментной плиты и стоек подшипников под ними может оказаться большое количество временных прокладок которые следует поочередно заменить постоянными, изготовленными под соответствующие размеры. Устанавливать их следует достаточно плотно, но без ослабления других прокладок, что проверяют щупом или простукиванием. Затем проверяют затяжку анкерных болтов, болтов, крепящих стойки и центровку, после чего приваривают коротким швом гайки анкерных болтов к плите, закрепляют болтами жесткие полумуфты, а также окончательно проверяют центровку и зазору между статором и ротором.
Необходимо также убедиться в том, что при вращении ротор не задевает щитов статора. Для этого у средних и крупных электрических машин производят пробную установку щитов статора. При наличии задеваний несколько уменьшают разбег ротора путем передвигания подшипников в осевом направлении. После этого устанавливают контрольные конические штифты в стойки подшипников и лапы статора. Сначала устанавливают неизолированные штифты, а затем — изолированные.
Сборка электродвигателей.
Ротор заводят в статор с помощью тех же приспособлений, что и при его выводе. У электродвигателей с щитовыми подшипниками после заводки ротора устанавливают внутренние и наружные щиты. У электродвигателей 12-го и 13-го габаритов с щитовыми подшипниками обтяжку болтов крепления наружного щита к статору и к капсуле подшипникового узла производят равномерно, чтобы не вызвать перекоса, вызывающего ненормальную работу подшипников. После сборки подшипниковых узлов и установки щитов проверяют вращение ротора: он должен проворачиваться плавно, без задеваний и посторонних шумов. Для предотвращения коррозии и задиров вала, а также для облегчения съема полумуфты в последующий ремонт посадочные поверхности полумуфты и вала перед установкой полумуфты покрываются тонким слоем графитной смазки. Для посадки полумуфты на вал ее нагревают до 200— 250 °-С в зависимости от ее размеров одной или несколькими ацетиленовыми горелками. Рекомендуется также метод индукционного нагрева. Полумуфта, насаженная на вал, остывая, передает свое тепло валу и подшипнику, что может вызвать перегрев подшипника и вытекание смазки. Для предупреждения этого полумуфту после насадки равномерно по всей окружности охлаждают сжатым воздухом. У электродвигателей с выносными подшипниками после заводки ротора в статор приступают к установке корпусов подшипников и нижних вкладышей под опорные шейки вала ротора. Замеряют зазоры по подшипниковым узлам, натяг крышек подшипников на вкладыши, осевой разбег ротора. После сборки выносных подшипников проверяют, а при необходимости исправляют, центровку ротора электродвигателя с полумуфтой привода, устанавливая или удаляя подстуловые прокладки и смещая в сторону корпуса подшипников. Затем проверяют горизонтальное положение ротора электродвигателя уровнем, устанавливая его поочередно на обе шейки вала. Проверяют воздушный зазор в четырех точках с обеих сторон электродвигателя. При необходимости выравнивают зазор, смещая статор или изменяя под ним толщину прокладок. Допустимые отклонения воздушного зазора составляют ±10% его среднего значения (при отсутствии дополнительных рекомендаций завода- изготовителя). Проверяют совпадение магнитных осей статора и ротора, которое необходимо для нормальной работы торцевых поверхностей подшипниковых вкладышей. Для этого осевой разбег ротора в обе стороны от положения, которое последний занимает на холостом ходу электродвигателя, должен быть приблизительно одинаков. Это положение ротора, обусловленное совпадением магнитных осей ротора и статора, определяется при работе электродвигателя на холостом ходу, или замерами их взаимного аксиального положения. Эти замеры можно делать при сборке: в собранном на подшипниках электродвигателе со снятыми щитами выставляют активную сталь ротора в аксиальном положении симметрично относительно торцов активной стали статора, что соответствует положению ротора при работе электродвигателя на холостом ходу. Сдвинув ротор в одну и другую сторону до упора, замеряют значения осевого разбега, которые должны быть равны. При большой разнице указанных замеров перемещают подшипники или статор в аксиальном направлении. Устанавливают внутренние щиты, диффузоры и наружные щиты. Проверяют зазоры по вентилятору и валу. Разъемы щитов уплотняют асбестовым шнуром на эмали. Результаты всех замеров заносят в формуляр. Трубопроводы охлаждающей воды подсоединяют к воздухоохладителю, и собирают маслопровод. Плотность фланцевых соединений собранного водо- и маслопровода проверяют подачей воды и масла. Выполняют контрольную прокачку системы маслоснабжения, установив на фланцах напорных маслопроводов перед подшипниками латунные сетки и миткаль. После окончания контрольной прокачки сетки осматривают. При отсутствии механических примесей маслопроводы окончательно собирают. Кабель 6 кВ подключают к выводам электродвигателя, и подготавливают электродвигатель к пробному пуску.
Наиболее распространенные причины поломок
Первое, что необходимо сделать, если в работе насосного оборудования замечены неисправности, – прекратить его эксплуатацию и приступить к тщательной проверке всех узлов. Достаточно распространенной ситуацией, при которой насосному оборудованию требуется техническое обслуживание или даже ремонт, является износ сальников. Более активному протеканию процесса износа сальниковых элементов насосного оборудования может способствовать целый ряд причин:
- неравномерное вращение и биение вала приводного электродвигателя;
- слишком сильное затягивание болтов, которыми крепится крышка насоса (лучше всего сальники справляются с задачей уплотнения в том случае, если они достаточно увлажнены);
- перегрев приводного электродвигателя;
- неправильно выполненное техническое обслуживание или ремонт центробежного насоса (замена не всех уплотнительных колец и др.).
![]()
Основные неисправности в работе центробежных насосов
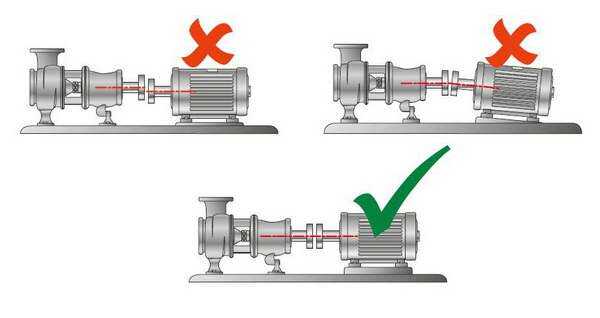
Еще одной распространенной причиной некорректной работы и даже поломки насосного оборудования является неточно выполненная центровка вала приводного электродвигателя с корпусом насоса. Последствиями в данном случае могут стать как разрушения сальниковых элементов, так и выход из строя подшипниковых узлов.
Подшипниковые узлы центробежного насоса – это элементы, требующие наиболее пристального внимания и регулярного ухода. Чтобы минимизировать риск выхода из строя таких узлов и обеспечить им наиболее оптимальные условия эксплуатации, необходимо контролировать количество смазки.
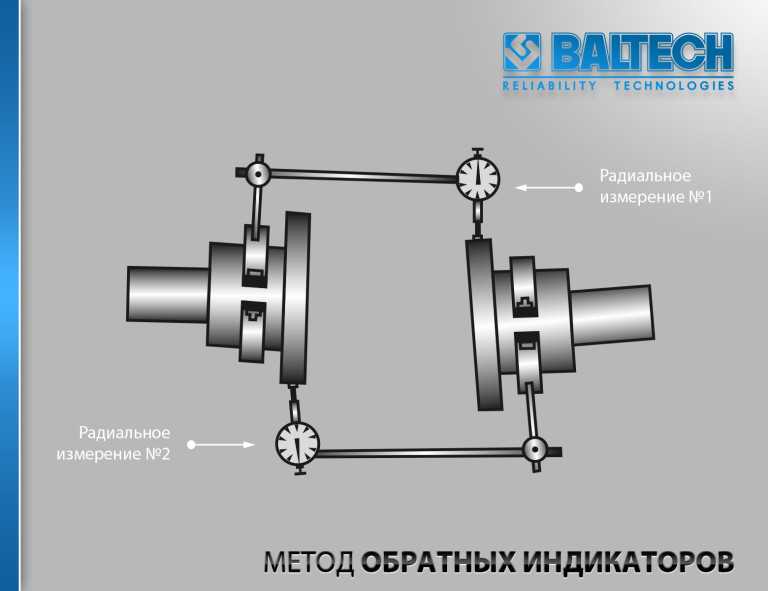
Центровка валов машин — основы методики
Пошаговый процесс центровки валов агрегатных машин выглядит примерно так:
- ослабить крепёжные болты двигателя.
- пластинчатым щупом проверить наличие зазора между ступицами муфты сцепления.
- выполнить радиальный тест для измерения смещения.
- выполнить тест вертикального и горизонтального положений.
Чтобы получить параметры радиального смещения в обеих плоскостях, потребуется четыре показания часового индикатора.
- на положениях оси X-Y: верхнее, нижнее, левое и правое;
- на позициях виртуальных часов: 12, 3, 6, 9;
Индикатор обычно помещают в верхнее положение (12 часов), нуль на шкале циферблата индикатора точно привязывают к стрелке. Предварительно необходимо проверить ход стрелки по кругу. Ход должен быть лёгким, непринуждённым, без ограничений.
Индикация смещения по вертикали и горизонтали
Валы поворачиваются вручную на один полный оборот. На позиции каждого квадранта отмечаются показания часового индикатора. Полученные значения смещения для всех четырёх точек следует обозначить на простом рисунке осей.



Далее следует измерение угла перекоса. Часовой индикатор перемещают в рабочее положение для считывания с торцевой части ступицы. В таком положении шток прибора параллелен осям валов.
Подобно измерению величины смещения, угол перекоса также измеряется в горизонтальной и вертикальной плоскости. Вал проворачивают на один полный оборот с остановкой на каждом квадранте и фиксируют показания стрелки часового индикатора.
Составляют точно такой же рисунок осей, как для измерения радиального биения и отмечают показания индикатора каждого квадранта на соответствующем отрезке осей.
Пример ручной записи параметров индикаторов часового типа, полученных при измерении в каждой из четырёх позиций. R — радиальное биение; F — смещение горизонтальное и вертикальное
Следующим шагом является преобразование полученных значений радиального биения (R) и смещения (F) в соответствующую толщину пластинчатой подкладки. За счёт добавления или удаления подкладок достигается выравнивание валов.
Также проводится расчет коррекции смещения в горизонтальной и вертикальной плоскости, коррекция углов перекосов. Об этом подробнее в следующей публикации.
Недостатки центровки индикаторами часового типа
При всех достоинствах центровки индикаторами часового типа, остаются актуальными недостатки, ограничивающие применение методики. Так, видится сложной эта методика в полевых условиях..
Визуально ориентировать валы с упором на показания шкалы циферблата, как правило, способны только слесаря с опытом центровки часовым индикатором. Неопытным слесарям сложно освоить технологию с первого раза.
Не исключены ошибки вычислений по причине механических дефектов системы циферблата или опорных скоб. Если вал одной или обеих машин имеет существенные осевые поползновения, показания угла перекоса могут быть ошибочными.
Исходя из этих факторов, разумным видится иной подход для центровки валов агрегатов. Подход, где в качестве инструмента измерений применяется лазерный уровень.





