Методы охлаждения и смазывания цилиндро-поршневой группы
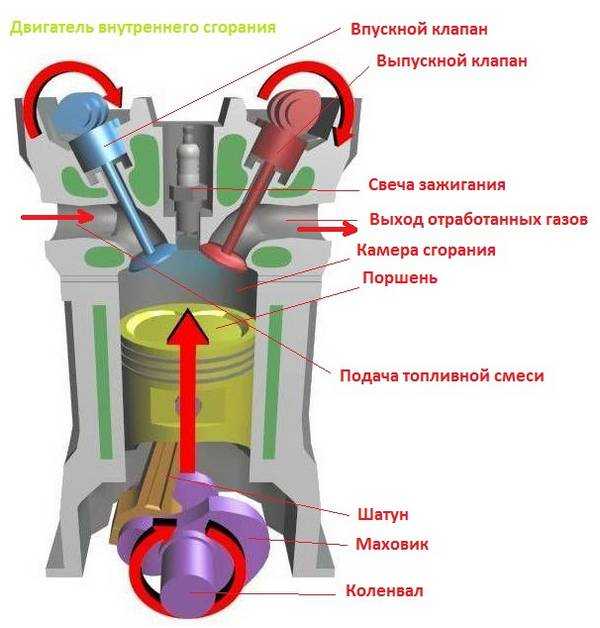
В каждом цикле работы двигателя сгорает большое количество топливно-воздушной смеси. При этом все детали цилиндро-поршневой группы испытывают экстремальные температурные воздействия, поэтому нуждаются в эффективном охлаждении – воздушном или жидкостном.
Наружная поверхность цилиндров ДВС с воздушным охлаждением покрыта множеством ребер, которые обдувает встречный или искусственно созданный воздухозаборниками воздух.
При водяном охлаждении жидкость, циркулирующая в толще блока, омывает нагретые цилиндры, забирая таким образом излишек тепла. Затем жидкость попадает в радиатор, где охлаждается и вновь подается к цилиндрам.
Для того чтобы масляная пленка дольше удерживалась на внутренних поверхностях цилиндров, их подвергают хонингованию, т.е. нанесению специальной микросетки. Стабильность слоя масла гарантирует не только максимально низкое трение в паре «поршень-цилиндр», но и способствует отведению лишнего тепла из ЦПГ.
![]()
Нестандартные покрытия цилиндра
Разработчики применяют новейшие технологии и материалы для упрочнения зеркала цилиндра и его износостойкости.
Самый большой объем автомобильного двигателя – 117 литров. Такой огромный объем реализован в двигателе карьерного самосвала с 24 цилиндрами
Так внедрение кристаллов кремния в зеркало цилиндра многократно подняло ресурс двигателя, но одновременно и повысило требования к качеству масла и соблюдению температурного режима. Первые двигатели, созданные с применением этой технологии, были непригодными для ремонта и слишком дорогими. Дальнейшие разработки в этой области позволили несколько улучшить ситуацию в плане ремонтопригодности. Вместо того чтобы покрывать специальным составом поверхность цилиндров, выточенных в толще металла, в блок начали устанавливать подлежащие замене гильзы с напылением кремния.
Гильзы в двигателях с воздушным охлаждением
Для двигателей воздушного охлаждения гильзы цилиндров выполнены по образу мотоциклетных, с ребрами охлаждения. Так как цилиндры должны охлаждаться потоком воздуха, из них нельзя сформировать блок и они устанавливаются на двигатель в виде отдельных деталей.
Гильзы крепятся к картеру (через медные прокладки) посредством невысоких шпилек через специальный опорный фланец или же посредством анкерных шпилек, проходящих сквозь всю головку цилиндров. Головка устанавливается на эти шпильки и затягивается в обычном порядке, прижимая тем самым цилиндры к картеру и обеспечивая герметизацию.
Мотоциклетные двигатели с воздушным охлаждением и стали «донором», давшим миру автомобильные гильзованные двигатели
Для двигателей с воздушным охлаждением гильзы цилиндров изготавливаются либо из одного вида металла (монометаллические), либо из двух металлов (биметаллические).
Монометаллические цилиндры воздушного охлаждения выполняют в основном из чугуна, иногда из стали или из легких сплавов.
Биметаллические цилиндры также выполнены из чугуна или стали, а поверх корпуса отлиты алюминиевые ребра.
Замена «сухих» гильз
В случае блока с «сухими» гильзами замена может быть проведена двумя способами:
- холодным способом;
- с применением термической обработки.
Метод горячей гильзовки считается наиболее качественным. В ходе такой замены втулку обрабатывают антиконденсатным составом, блок нагревают, после чего в гнездо цилиндра помещают гильзу, предварительно охлаждённую в жидком азоте.
Работы по замене гильзы отличаются высокой сложностью ещё и по причине требуемой высокой точности: для качественной диагностики поверхность гильзы замеряется с десятой степенью точности. От того, как точно будут произведены измерения, зависит правильный подбор гильзы на замену.
Видео о гильзовке:
https://youtube.com/watch?v=2M2L4dFMbA4
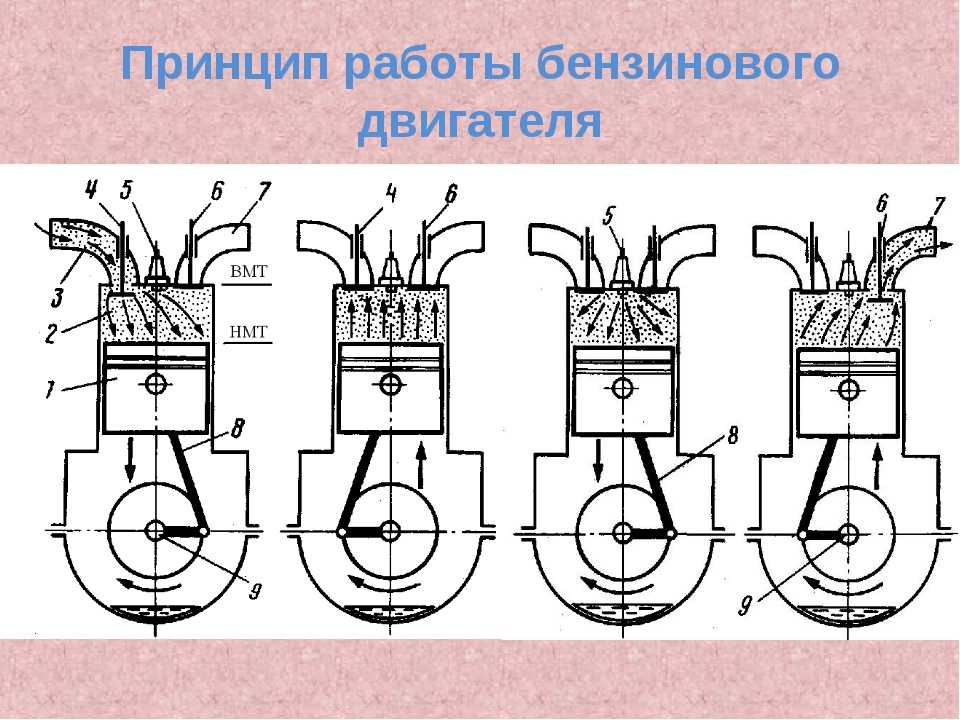
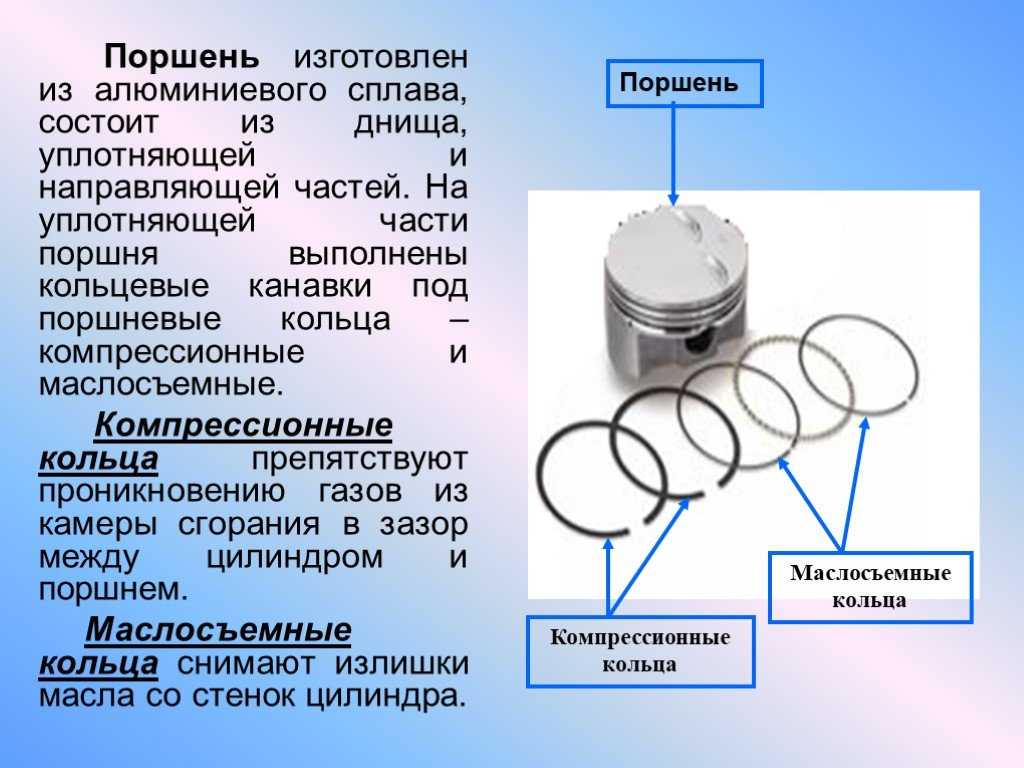
Поршень выполняет ряд важных функций:
- обеспечивает передачу механических усилий на шатун;
- отвечает за герметизацию камеры сгорания топлива;
- обеспечивает своевременный отвод избытка тепла из камеры сгорания
Работа поршня проходит в сложных и во многом опасных условиях – при повышенных температурных режимах и усиленных нагрузках, поэтому особенно важно, чтобы поршни для двигателей отличались эффективностью, надежностью и износостойкостью. Именно поэтому для их производства используются легкие, но сверхпрочные материалы – термостойкие алюминиевые или стальные сплавы
Поршни изготавливаются двумя методами – литьем или штамповкой.
Необходимость процедуры
В процессе работы элементы двигателя испытывает большую нагрузку. Ведь внутри них постоянно трутся поршни. Даже самая прочная сталь со временем истирается от этого. Внутренняя поверхность «родной» гильзы из круглой превращается в овальную. Это вызывает люфт поршневых колец, которые уже прилегают не так плотно. Отработавшиеся газы и топливная смесь проникают в картер. Мощность ДВС сразу же падает, увеличивается потребление масла.




Овализация устраняется расточкой, гнёздам возвращают изначальную геометрию путём стачивания внутреннего диаметра специальным станком. Однако, если толщина полости слишком мала или есть повреждения, это не помогает. Приходится вставлять новую готовую гильзу цилиндра ДВС.
Обычно такое происходит после:
- длительной эксплуатации силового агрегата на грязном топливе;
- неправильно проведённого ремонта;
- несвоевременного прохождения ТО.
На внутренних полостях образуются каверны, неровности, задиры. Расточка возможна только при дефектах малой степени. Дальше помогает только установка вставок (диаметр гильзы цилиндра нужного размера) или общая замена гильзы блока цилиндров.
Применение съёмных втулок дало новую «жизнь» блоку ДВС. Его теперь стало возможно обновлять неограниченное количество раз. Без гильзы цилиндров автомобильного двигателя капитальный ремонт проводился бы только расточкой, которую допустимо делать не более 3-4 раз.
![]()
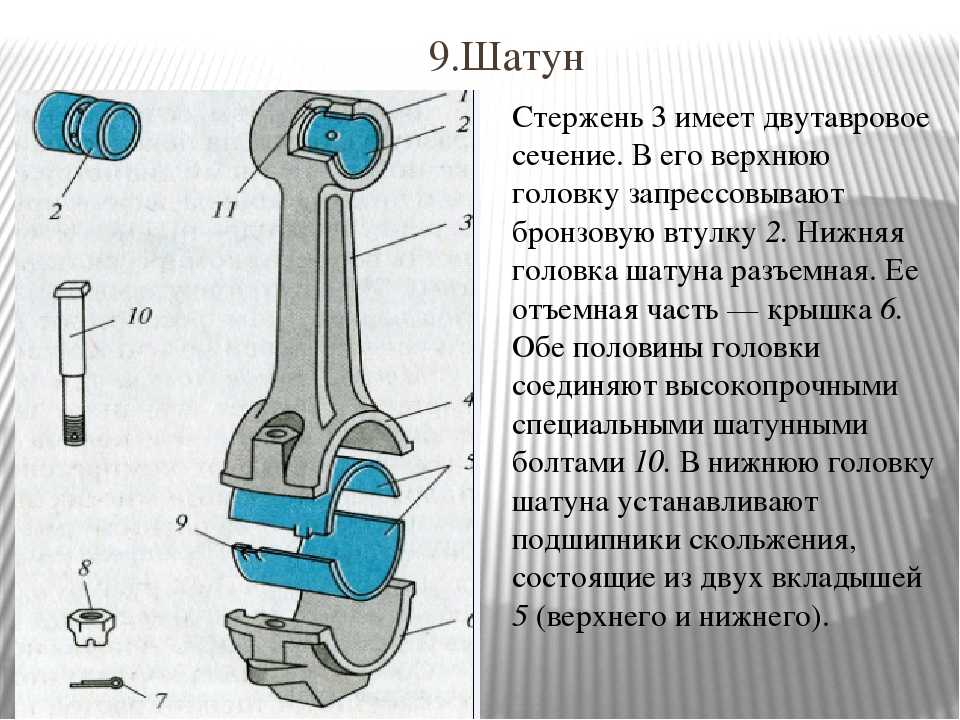
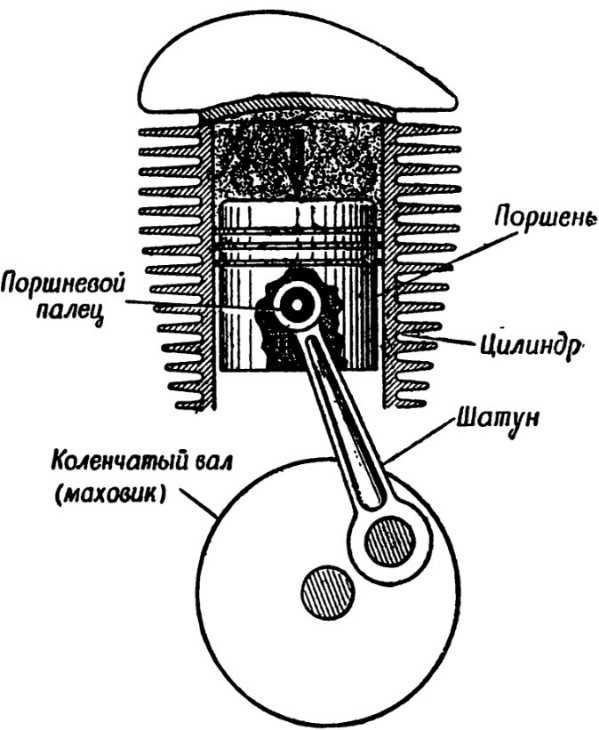
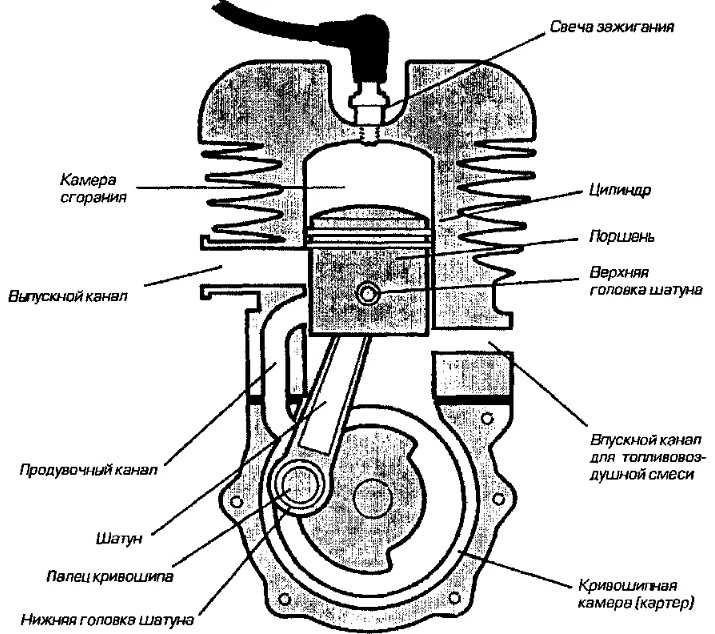
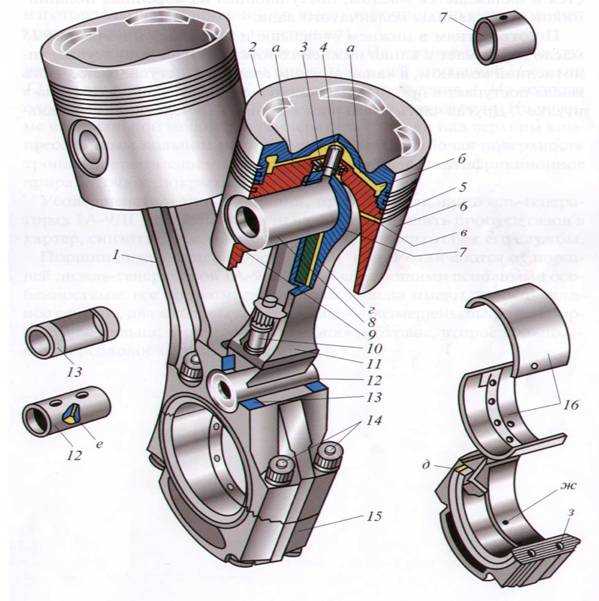
Кривошипно-шатунный механизм
Гильзы цилиндров
Гильза цилиндра является направляющей втулкой движущегося поршня и образует вместе с головкой цилиндра полость, в которой осуществляется рабочий цикл. Это одна из наиболее нагруженных деталей двигателя – гильза цилиндра испытывает и высокие температурные нагрузки, и колоссальное давление со стороны сгорающей смеси топлива и газов, и воздействие изнашивающих сил трения, а также противостоит интенсивным коррозионным воздействиям.
Поршень, перемещаясь внутри гильзы возвратно-поступательно, оказывает на ее рабочую поверхность значительное давление. В верхней части гильзы из-за изменения направления движения поршня происходит разрыв масляной пленки и возникает граничное трение. Кроме того, верхний пояс гильзы в результате воздействия продуктов сгорания высокой температуры подвергается электрохимической коррозии. В результате переменного давления со стороны рабочей полости цилиндра стенки гильзы, особенно при недостаточной толщине, могут совершать колебания в радиальном направлении. Это сопровождается изнашиванием и даже разрушением как самой гильзы, так и стенок блока.
С учетом вышеизложенного к гильзам цилиндров предъявляются следующие требования:
- большая жесткость и высокая прочность стенок и посадочных поясков;
- высокая износостойкость;
- полная герметизация стыков и сопряжений;
- простота конструкции и технологичность.
Для плотного прилегания поршня и поршневых колец к цилиндру и уменьшения сил трения между ними внутреннюю полость цилиндров обрабатывают с большой степенью точности и высоким значением шероховатости, поэтому она называется зеркалом цилиндра.
В качестве материала для изготовления гильзы цилиндра чаще всего используется серый чугун, который хорошо удерживает масляную пленку, отличается высокой износоустойчивостью и коррозийной стойкостью, а также имеет относительно низкую стоимость. Для повышения износостойкости чугуна в его сплав добавляют хром, молибден, фосфор, ванадий, медь.
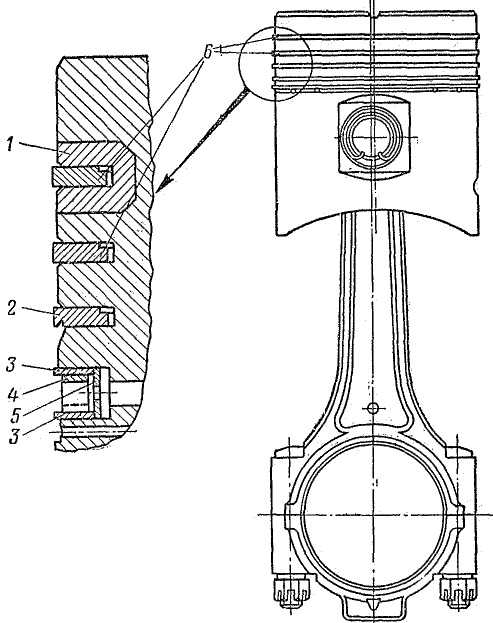
На рисунке 1 представлены гильзы различной конструкции.
![]()
Применение гильз упрощает требования к изготовлению самого блока цилиндров. Кроме того, при выходе из строя одного из цилиндров не требуется замена всего блок-картера.
«Сухие» гильзы изготавливаются двух видов: с верхним опорным буртиком (рис. 1, б) и без него. Толщина стенок «сухих» гильз от 2 до 4 мм. «Сухие» гильзы могут также выполняться в виде короткой вставки в верхней части цилиндра, которая подвержена наибольшему изнашиванию и максимально напряжена. Такие вставки изготовляют из кислотоупорного высоколегированного чугуна, обладающего высокой износостойкостью.
При установке «мокрых» гильзы ее бурт (рис. 1, в) выступает над привалочной плоскостью блока на 0,05…0,15 мм. Это позволяет эффективно уплотнять ее, зажимая бурт через прокладку между блоком и головкой блока цилиндров.
Герметизация рубашки охлаждения в кольцевых канавках нижнего направляющего пояса осуществляется специальными уплотняющими кольцами из резины или каучука, либо медными прокладками. Эти же прокладки используются для регулировки положения гильзы по высоте.
Необходимая жесткость гильзы достигается выбором толщины ее стенок (5…8 мм), а также плотной посадкой гильзы в зоне ее центрирующих поясков в верхней и нижней плоскостях.
Источник
Как проводится портинг ГБЦ
Перед тем как провести портинг ГБЦ, нужно проверить наличие у себя нескольких компонентов:
- Каналы впускного/выпускного типа;
- Втулки направляющего образца;
- Клапаны;
- Пружины/тарелки для втулок;
- Камеры сгорания.
Далее следуем инструкции:
- Возьмите ГБЦ и удалите все присутствующие на ней клапаны.
- Осмотрите каналы, запомните места, где присутствуют дефекты.
- Снимайте направляющие.
- Используйте вспомогательные шпильки для насаждения коллектора впускного типа.
- При помощи болтов вкрутите вспомогательные шпильки в отдельные каналы, предназначенные для смеси охлаждения. В шпильках можно проделать маленькие отверстия для сохранения нормального подогрева.
- Совмещаем коллектор с ГБЦ.
- Запиливайте коллектор впускного типа.
- Когда работа над коллектором подойдёт к завершению, придётся совместить каналы. Состыковку можно произвести, воспользовавшись пластилином.
- Воспользуйтесь зубилом, чтобы удалить неровности на клапанах выпускного типа.
- Подвергайте остальные каналы тщательной полировке, чтобы избавиться от всех дефектов поверхности.
Результатом проведения всех вышеописанных манипуляций будет являться то, что ГБЦ будет иметь более совершенные характеристики:
- Диаметр каналов впускового типа – 32 миллиметра;
- Диаметр каналов выпускного типа – 29 миллиметров;
- Диаметр клапанных стеблей – 8 миллиметров;
- Валы распределительные ГБЦ, спортивные — стандартные – 13,5 миллиметров;
- Длина втулок направляющего типа превышает стандартную.
Таким образом, благодаря осуществлению доработки головки блока цилиндров можно добиться максимального раскрытия потенциала автомобильного двигателя.
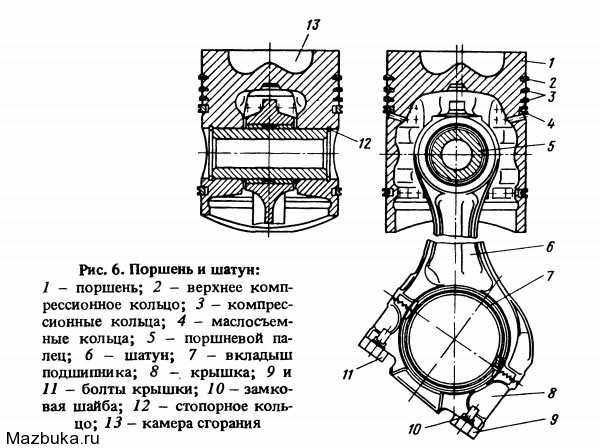
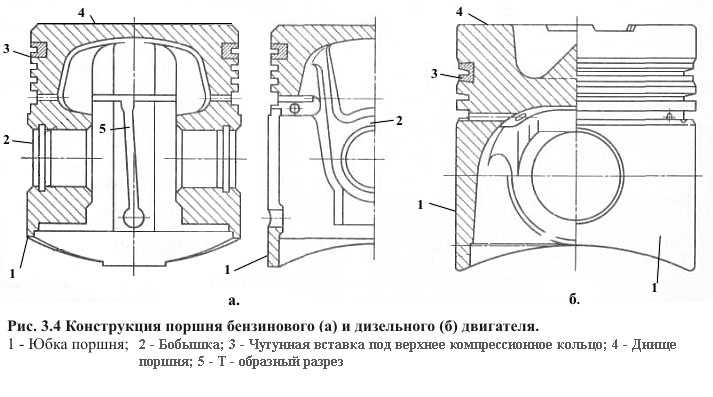
Типы поршней
В двигателях внутреннего сгорания применяется два типа поршней, различающихся по конструктивному устройству – цельные и составные.
Цельные детали изготавливаются путем литья с последующей механической обработкой. В процессе литья из металла создается заготовка, которой придается общая форма детали. Далее на металлообрабатывающих станках в полученной заготовке обрабатываются рабочие поверхности, нарезаются канавки под кольца, проделываются технологические отверстия и углубления.


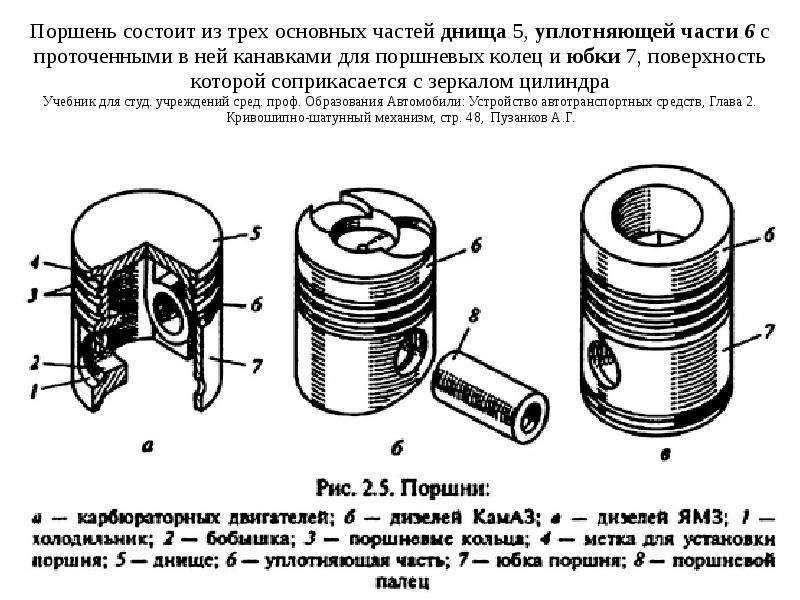

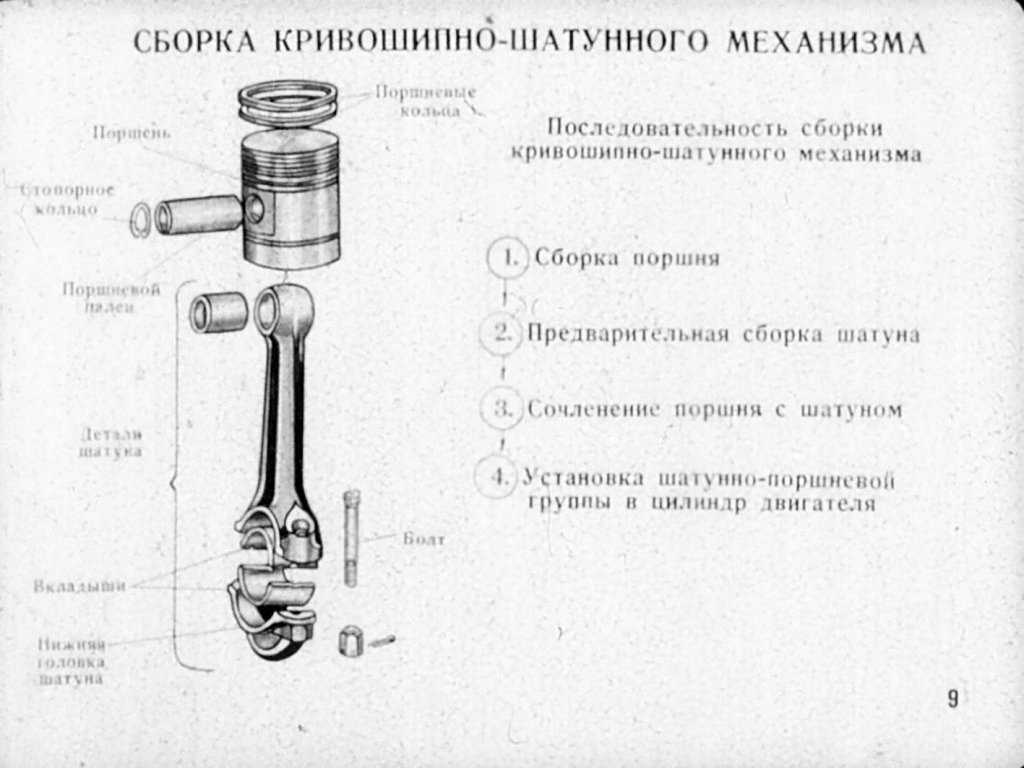
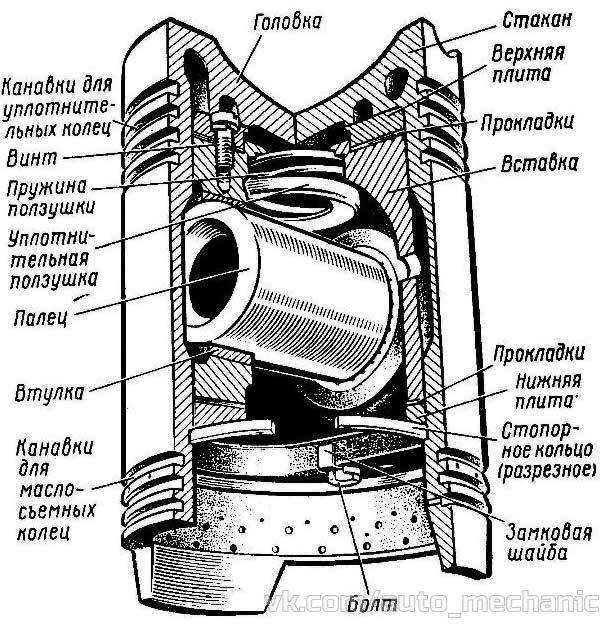
В составных элементах головка и юбка разделены, и в единую конструкцию они собираются в процессе установки на двигатель. Причем сборка в одну деталь осуществляется при соединении поршня с шатуном. Для этого, помимо отверстий под палец в юбке, на головке имеются специальные проушины.
Достоинство составных поршней — возможность комбинирования материалов изготовления, что повышает эксплуатационные качества детали.
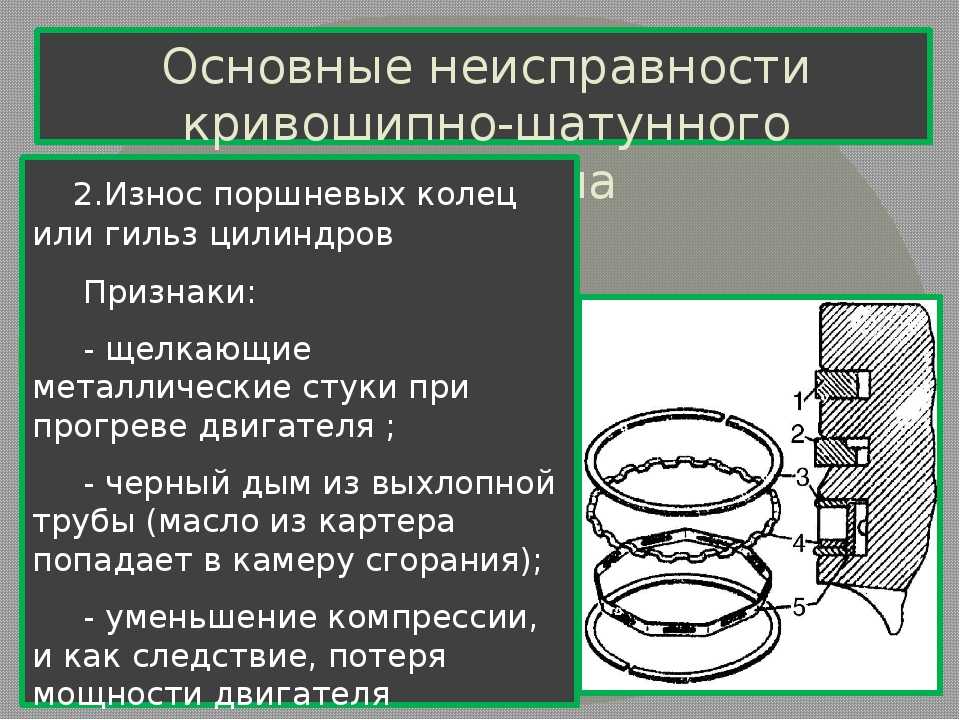
Поршневые кольца: виды и состав
![]()
Изготавливаются поршневые кольца, в основном, из специального серого высокопрочного чугуна, имеющего:
- высокие стабильные показатели прочности и упругости в условиях рабочих температур на протяжении всего периода службы кольца;
- высокую износостойкость в условиях интенсивного трения;
- хорошие антифрикционные свойства;
- способность быстрого и эффективного прирабатывания к поверхности цилиндра.
Благодаря легирующим добавкам хрома, молибдена, никеля и вольфрама, термостойкость колец значительно повышается. Путем нанесения специальных покрытий из пористого хрома и молибдена, лужения или фосфатирования рабочих поверхностей колец улучшают их прирабатываемость, увеличивают износостойкость и защиту от коррозии.
Из чего изготавливают цилиндры и поршни?
Цилиндры изготавливают из чугуна или стали с различными присадками. Это нужно для того, чтобы детали могли выдержать высокие нагрузки. Сегодня блоки цилиндров чаще всего производят из алюминия, а внутренние части цилиндров – из стали, благодаря чему вес конструкции снижается.
Поршни внутри цилиндра двигаются с высокой скоростью и подвержены воздействию высоких давлений и температур. Изначально для производства этих деталей использовался чугун, но с развитием технологий основным материалом для поршней стал алюминий. Это позволило обеспечить меньшую нагрузку на поршни, лучшую теплоотдачу и рост мощности ДВС.
На современных автомобилях, особенно с дизельными двигателями, используются сборные стальные поршни. Они весят меньше алюминиевых, а за счет меньшей компрессионной высоты позволяют использовать шатуны большей длины, тем самым снижая боковые нагрузки в паре «цилиндр-поршень».
Для производства поршневых колец используется высокопрочный серый чугун с добавлением хрома, молибдена, никеля или вольфрама. Эти материалы улучшают приработку элементов и обеспечивают их высокую износо- и термостойкость.
Некоторые производители автокомпонентов для снижения потерь на трение покрывают боковую поверхность поршней специальными материалами на основе графита или дисульфида молибдена. Однако со временем заводское покрытие разрушается и ему требуется восстановление.
Одним из самых эффективных средств для восстановления антифрикционного слоя или нанесения материала на новые поршни является покрытие поршней MODENGY для деталей ДВС. Состав на основе высокоочищенного дисульфида молибдена и графита имеет практичную аэрозольную упаковку с оптимальными параметрами распыления.
Материал равномерно наносится на юбки поршней, не требует высоких температур для полимеризации и создает на поверхности сухую смазочную пленку, которая в течение длительного времени снижает износ и препятствует образованию задиров.
Для подготовки поверхностей перед нанесением покрытия рекомендуется провести их обработку Специальным очистителем-активатором MODENGY. Он убирает все загрязнения с деталей и обеспечивает прочное сцепление покрытия с основанием.
Задиры в цилиндрах на Киа Рио, Спортейдж, Хеднай IX 35
Владельцы автомобилей Киа Оптима, Спортейдж, Соната и IX35 регулярно сталкиваются с проблемой задиров. Проблема касается машин, выпущенных в период с 2011 по 2014 годы.
За это время продано свыше 100 000 автомобилей, которые разошлись по всему миру. При этом сама проблема обнаруживается не сразу, а при достижении пробега 50 000-70 000 км.
Оказалось, что неисправность касается 2-литровых моторов серии G4KD с индексом Theta2 с мощностью 165 лошадиных сил. В машинах, которые поставляются в РФ, поставляется двигатель объемом до 150 лошадиных сил.
Сам мотор представляет собой совместный продукт компаний Киа, Крайслер и Митсибиси. Он создан еще в 2005 году, и сразу пошел в серию.
В КНР он известен под названием G4KD, а в Японии — 4B11. Такие моторы, кроме рассмотренных выше моделях, также стоят на машинах «Крайслер», «Джип», «Додж» и «Митсубиси».
Интересно, что проблемы касаются не всей линейки, а версии Theta2. Это значит, что причиной задиров является какая-то конструктивная особенность, не характерная для машин из США и Японии.






Выходит, что в Южной Корее просто допустили ошибку и выпустили бракованную версию уже готового двигателя. Если говорить о причинах задиров, их несколько.
Попадание твердых элементов внутрь авто
В рассмотренных выше марках авто гарантия на катализатор всего 1000 км, после которых производитель не гарантирует его целостность.
В процессе эксплуатации соты могут разрушаться, и их элементы попадают в двигатель.
Отметим, что проблема характерна для 1.6-литровых моторов, а в 2-литровых агрегатах вероятность таких проблем сведена почти к нулю.
Дефицит / нехватка масла
Если говорить о причинах проблемы в моторах G4KD, дефицит масла — одна из основных версий.
Это обусловлено слабым насосом, который при работе на холостом ходу создает давление, не превышающее 0,5 атм. Еще одним минусом является отсутствие масляных форсунок.
Проблема может возникать при продолжительном простое в пробке / на светофоре. В таких обстоятельствах двигатель работает на холостых оборотах, смазка стекает вниз, а ее количество на стенках цилиндра ограничено.
При начале движения водитель жмет на газ, и первое время мотор работает почти без масла. Как результат, появляются задиры.
Еще оной причиной может быть заливка густого масла. Так, для G4KD нужно использовать 5W20. Если заливать 5W30 или 5W40, качество смазки ухудшается, и со временем появляются задиры.
Кроме того, в холодную погоду вязкость увеличивается, что создает дополнительные проблемы.
До прогрева смазки двигатель работает, по сути, на износ. Это, в свою очередь, приводит к повреждению зеркал цилиндра или юбки поршня.
Перегрев
В ситуации с двигателем G4KD нельзя исключать и перегрев. Многие специалисты сходятся во мнении, что это главная причина неисправности для указанного мотора. Это легко объяснить.
В целях экономии или по иным причинам производители не установили форсунки для «смачивания» нижней части поршня.
При этом выделяется несколько объяснений, почему появляются задиры из-за дефицита масла:
- Короткая юбка, что может привести к отклонению по вертикали.
- Высокая мощность при небольшом объеме мотора.
- Легкий поршень с меньшей теплоемкостью и более быстрым нагревом.
Получается, что в моторе небольшой мощности сгорает большой объем горючего. Как результат, двигатель перегревается.
Охлаждающая жидкость отводит тепло от цилиндра, поэтому с ним проблемы возникают редко.
Поршень, в свою очередь, не получает достаточный объем масла и греется. При этом нагрев происходит внизу, где деталь и прогревается выше нормы.
Как только определенная температура достигнута, зазор пропадает и поршень царапает стенку цилиндра.
Не удивительно, что задиры на G4KD, как правило, появляются снизу. При этом глубина может достигать 0,5 мм.
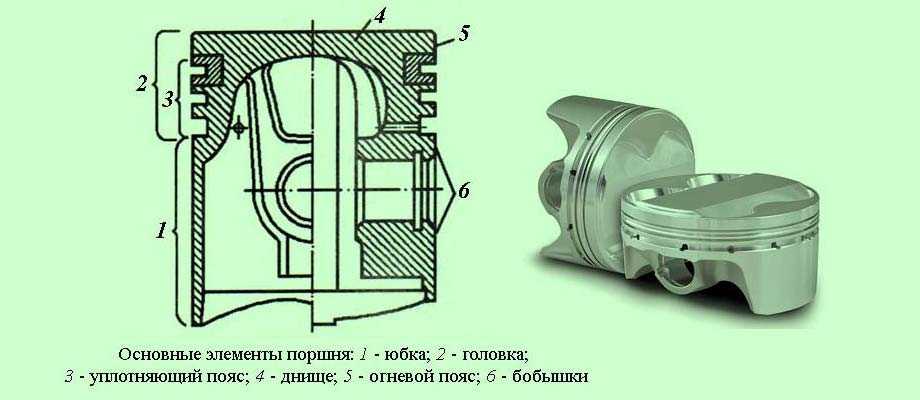
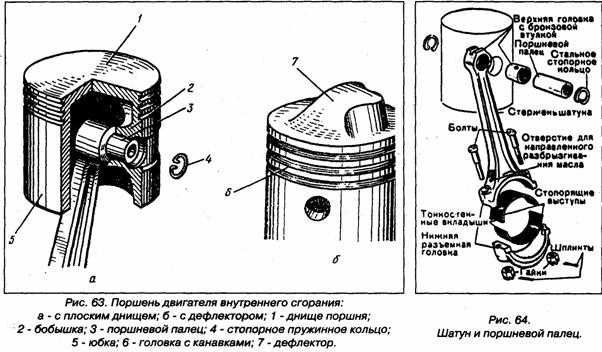
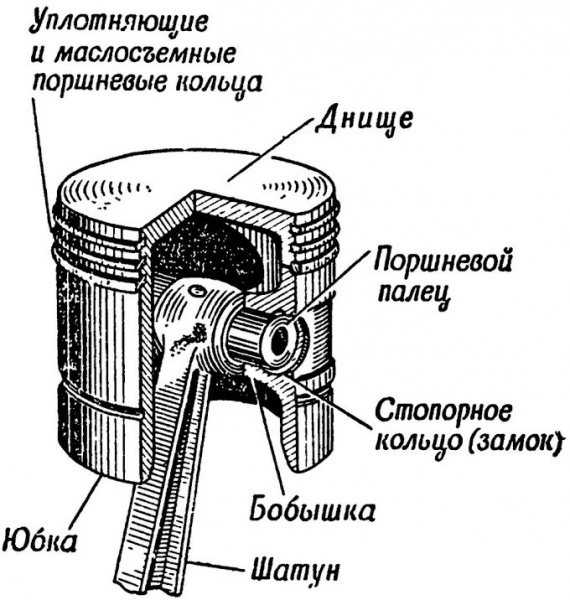
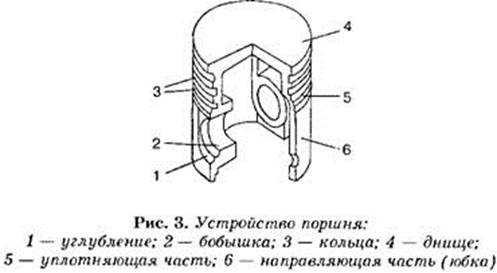
Устройство поршня
![]()
Рассмотрим каждый компонент подробнее.
Днище поршня
Форма днища зависит от типа двигателя, особенностей камеры сгорания и многих других факторов. Поршень может иметь плоское, вогнутое или выпуклое днище.






Детали с плоским днищем наиболее просты в производстве, используются как в бензиновых, так и дизельных двигателях вихрекамерного и предкамерного типа.
Поршни с вогнутым днищем свойственны для дизельных двигателей. Они обеспечивает более эффективную работу камеры сгорания, однако способствуют большему образованию отложений при сгорании топлива.
Выпуклая форма днища улучшает производительность поршня, но при этом снижает эффективность процесса сгорания топливной смеси в камере.
Днище поршня принимает на себя основную термонагрузку, в связи с чем имеет самую большую, по сравнению с другими деталями, толщину: 7-9 мм в обычных бензиновых двигателях, 11 мм – в турбомоторах, 10-16 мм – в дизельных двигателях.
Существуют также автомобили, в которых установлены поршни с толщиной днища меньше стандартной – например, в некоторых моделях Honda она составляет всего 5,5-6 мм.
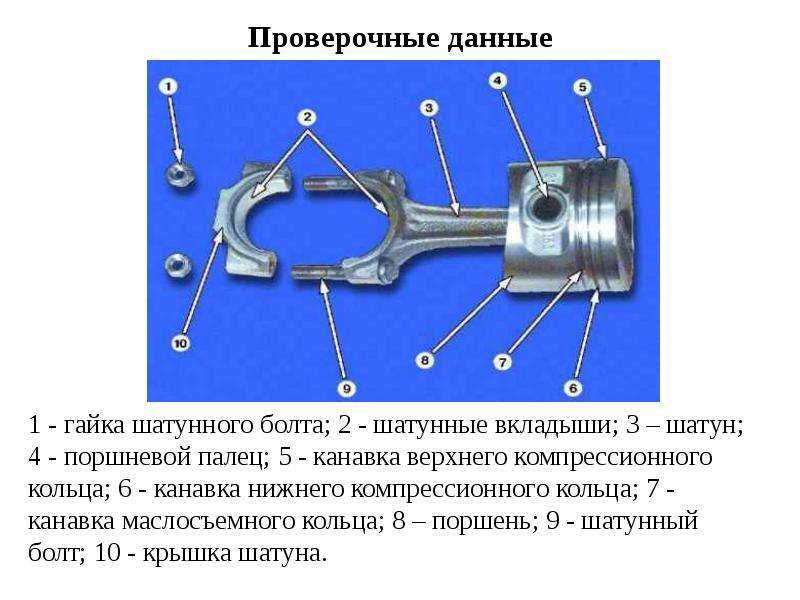
Уплотняющая часть
К уплотняющей части поршня относятся поршневые кольца, установленные в специальных канавках. В большинстве современных двигателей используется три кольца – одно маслосъемное и два компрессионных.
![]() Маслосъемные кольца, как следует из названия, предназначены для удаления излишков масла со стенок цилиндра и предотвращения их попадания в камеру сгорания. Для этих целей служат сквозные отверстия, расположенные по периметру кольца.
Маслосъемные кольца, как следует из названия, предназначены для удаления излишков масла со стенок цилиндра и предотвращения их попадания в камеру сгорания. Для этих целей служат сквозные отверстия, расположенные по периметру кольца.
Сквозь них масло поступает внутрь поршня, а затем отводится в поддон картера двигателя.
Компрессионные кольца предотвращают попадание отработавших газов из камеры сгорания в картер. По форме они могут быть трапециевидными, коническими или бочкообразными. Некоторые виды колец оснащены пружинным расширителем.
Наибольшие нагрузки воспринимает первое (верхнее) компрессионное кольцо, поэтому для увеличения ресурса данной детали ее канавку укрепляют при помощи стальной вставки.
Качество колец имеет огромное значение для уплотнения поршня. В этом отношении чугунные маслосъемные кольца намного надежнее составных, так как при их установке возникает меньше ошибок.
Направляющая часть
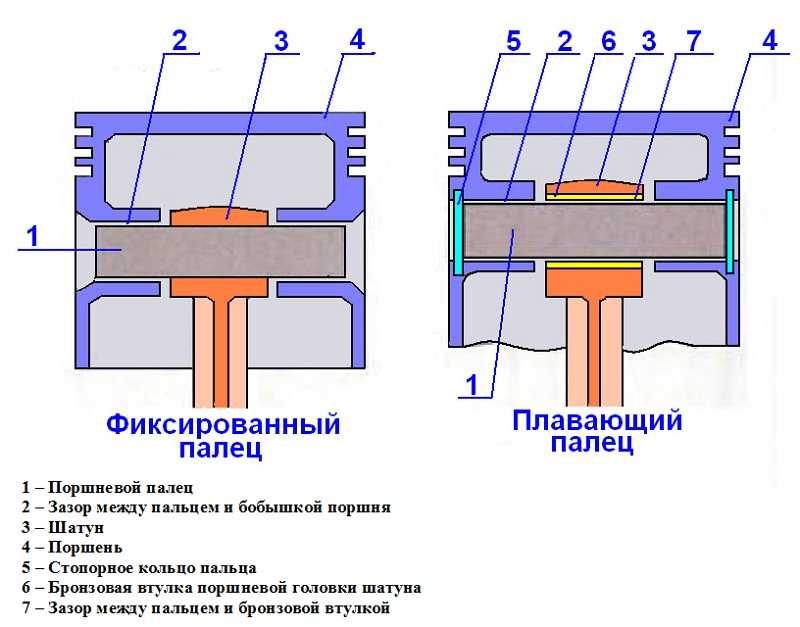
Направляющая (тронковую) часть поршня называют юбкой. С внутренней стороны она имеет бобышки, в которых находится отверстие под поршневой палец.
Нижняя кромка юбки предназначена для расточки и подгонки поршня. На ней имеется специальный буртик, с внутренней стороны которого в процессе механической обработки снимается часть металла.
В местах отверстий под поршневой палец с наружной части юбки вырезаются специальные углубления, вследствие чего стенки этих зон не взаимодействуют со стенками цилиндра, образуя так называемые «холодильники».
![]()
Стенки юбки предназначены для восприятия бокового давления. Естественно, что трение поршня о стенки цилиндра и нагрев обеих деталей при этом увеличивается.
Чтобы обеспечить свободное перемещение поршня в цилиндре, между юбкой и стенками гильзы предусмотрен зазор. Его величина зависит от линейного расширения металла поршня и цилиндра при нормальной работе двигателя. При слишком маленьком зазоре возникает перегрев, грозящий образованием задиров на поверхностях и заклиниванием поршня в цилиндре. Большой зазор также не рекомендован, так как поршень при этом не выполняет своих уплотняющих свойств.
Многие автопроизводители еще на этапе производства поршней наносят на юбки специальные антифрикционные покрытия. Это позволяет защитить их поверхности от преждевременного износа и облегчить приработку.
![]() Данное покрытие эффективно снижает износ и трение, предотвращает скачкообразное движение сопряженных поверхностей, появление на них задиров и заклинивание поршня в цилиндре.
Данное покрытие эффективно снижает износ и трение, предотвращает скачкообразное движение сопряженных поверхностей, появление на них задиров и заклинивание поршня в цилиндре.
Средство устойчиво к длительному воздействию моторного масла, сохраняет работоспособность двигателя в режиме масляного голодания.
Полимеризация покрытия MODENGY Для деталей ДВС возможна как при комнатной температуре (за 12 часов), так и при нагреве до +200 °С (за 20 минут).
Удобная аэрозольная упаковка с тщательно настроенными параметрами распыления упрощает процесс нанесения состава.
Перед использованием покрытия производитель рекомендует провести предварительную подготовку деталей Специальным очистителем-активатором MODENGY. Это гарантирует отличную адгезию материала и его долговременную работу.




MODENGY Для деталей ДВС и Специальный очиститель-активатор MODENGY доступны в одном наборе. Поэтапное использование этих средств не требует особых навыков и дополнительного оборудования.
https://youtube.com/watch?v=ekWeNnFEzHE
Вывод
Итак, подведём итог. Гильзовка БЦ — не рядовая услуга, а часть капитального ремонта двигателя. Технологии установки втулок на алюминиевые и чугунные блоки значительно отличается. Также сложность ремонта зависит от того, какие гильзы установлены: «мокрые» или «сухие».
Как и любую другую операцию, гильзовку необходимо регулярно проходить, хоть это и происходит очень редко, но загляните в сервисную книжку авто, чтобы быть в курсе, через сколько тысяч километров пробега стоит пройти подобную процедуру или диагностику.
Гильзовка блока цилиндров в Москве выполняется только в специализированных автосервисах. Будьте внимательны.





